|
Gas Check Maker Kits
|

 Corbin GCM-1 Gas Check Maker Kits are available in -H type (Hydro-Press or CSP-2 Megamite press) and -S type (CSP-1 S-press). They will not work in a standard reloading press.
Corbin GCM-1 Gas Check Maker Kits are available in -H type (Hydro-Press or CSP-2 Megamite press) and -S type (CSP-1 S-press). They will not work in a standard reloading press.
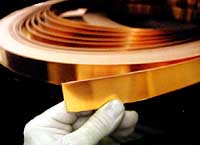
The kits produce high quality copper gas checks using .030-thick 1-inch
wide strip (available from Corbin in 5-lb bundles Cat.No. CU-5, and in
50-pound coils Cat.No. CU-50).
Gas Check Maker Kits are found on the web store under the jacket making and specialty die categories.
Copper Strip in bundles of 5 pounds is cut to approximately 18
inch lengths, about 42.5 feet. The gas check is made in two steps. There are two dies in the GCM-1- set.
- Disk-cutting Die (with slot in one side).
- Cupping Die (with spring-loaded punch assembly).
 Disk Cutter
Disk Cutter
The disk-cutting die has a slot in one side, through which you pull the
strip of copper as the press pushes the punch up and down, cutting out
discs like a cookie cutter, and pushing the disks up and out the top of
the die. By staggering the holes in the strip, you can run one set of
holes down one side, turn the strip over, and put another series of holes
down the other side, thus using more of the strip than if one single row
of holes were punched closer together. The standard width of strip is
1 inch, and only a little more than half its width is taken by each disc.
In .45 caliber the gas check disk will be .452 (for pistol) or .458
(for rifle) plus .25 for the two walls of the gas check, or about .702
to .708 inches in diameter. A .50 caliber gas check would be .510 + .25
or .760 diameter. All of these calibers are practical for a 1-inch strip.
Larger calibers than .458 can be made using the -H die set only, because of strength
and physical size limits of the -S system.
 Cupping Die
Cupping Die
After cutting a number of discs, the second die is put into the press along
with its spring-loaded guide punch. The disc is placed into the top of the
punch, where it is centered and held by the spring-loaded guide bushing.
The punch is then run up into the CUPPING DIE, where the bushing edge
contacts the die, and allows the punch to move upward, holding the disc in
perfect alignment so that the edges are evenly curved into a cup shape.
The punch and ram are lowered, another disc inserted into the top of the
punch, and the process is repeated to produce a number of finished gas
checks, which emerge from the top of the cupping die, ready to use. The
precision of these gas checks rivals anything turned out on mass production
machinery.
Base Guards
 Gas checks can be used in a conventional manner on cast bullets, or
they can be inserted into a swaging die along with the undersized lead
core, and formed in one stroke to the bullet base as the lead is swaged. An
alternative to the gas check is the
Corbin Base Guard (TM),
which has a small hole in the center and no side walls. It forms a scraper edge that cleans the
bore of all lead fouling, when the bullet is fired. Base Guards (TM) cannot be
used with a conventional cast bullet, but are only suitable for swaged
bullets, since the pressure of swaging is what forms the rivet head of lead in the
center of the bullet to attach them. The Base Guard disc is purposefully made
smaller
than the caliber, and in a conical shape, so it will expand and
become the
exact size of the bullet with zero tolerance when the bullet itself
is
formed (swaged).
Gas checks can be used in a conventional manner on cast bullets, or
they can be inserted into a swaging die along with the undersized lead
core, and formed in one stroke to the bullet base as the lead is swaged. An
alternative to the gas check is the
Corbin Base Guard (TM),
which has a small hole in the center and no side walls. It forms a scraper edge that cleans the
bore of all lead fouling, when the bullet is fired. Base Guards (TM) cannot be
used with a conventional cast bullet, but are only suitable for swaged
bullets, since the pressure of swaging is what forms the rivet head of lead in the
center of the bullet to attach them. The Base Guard disc is purposefully made
smaller
than the caliber, and in a conical shape, so it will expand and
become the
exact size of the bullet with zero tolerance when the bullet itself
is
formed (swaged).
|
Standard Sizes
Gas Check Maker Kits (GCM-1-S or GCM-1-H) are available in all calibers on
special order (custom tooling fee applies) but are made for the standard price in
these diameters:
Avaiable in -S or -H type dies
- .224 (all modern .22 centerfires)
- .243 (6mm, 243 WCF)
- .257 (25 rifle caliber)
- .264 (6.5mm, .264 Win, .265-6 cals)
- .277 (.270 WCF)
- .284 (7mm, .280)
- .308 (.30-30, .308, .30-06, etc.)
- .312 (.32 cal)
- .348 (.348 Win)
- .351 (.351 Win Self-Loader)
- .355 (9mm, .380 ACP, 38 Super)
- .357 (.38 Special, .357 Mag, .357 Max)
- .358 (.35 WCF, etc. use the .357 for these)
- .366 (9.3mm)
- .375 (.38-55, .375 rifles)
- .400 (.38-40 WCF, .40 S&W, 10mm, certain .40 rifles)
- .410 (.41 Mag)
- .416 (.416 Rigby, others)
- .423 (.404 Jeffery)
- .429 (.44 Magnum, .44 Special, .444 Marlin, paper patch 44 rifles)
- .452 (.45 ACP, .45 LC, .454 Casull, paper-patched .458)
- .458 (.45-70 WCF, .45-90 WCF, .458 Win.Mag.)
Larger calibers made only in the -H type dies
- .475 (.475 NE, etc.)
- .500 (.50 pistols)
- .505 (.505 Gibbs, use .500)
- .510 (.50 pistol, rifle calibers)
- .511 (.50 BMG, others, use .510)
- .512 (.50 BMG, others, use .510)
- .575 (.577 Snyder, others)
- .622 (.600 Nitro Express)
|
|

For instant answers to common swaging questions, select the banner above!
You can also write to:
C O R B I N
PO Box 2659 (600 Industrial Circle)
White City, OR 97503 USA
Top of Page
|


{kind=link}