-
Q. Which dies do I need to swage bullets?
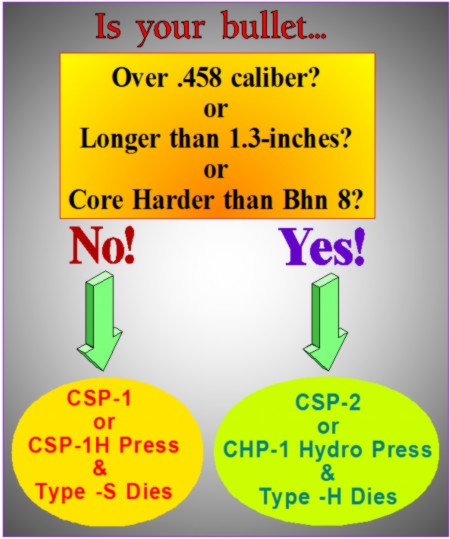
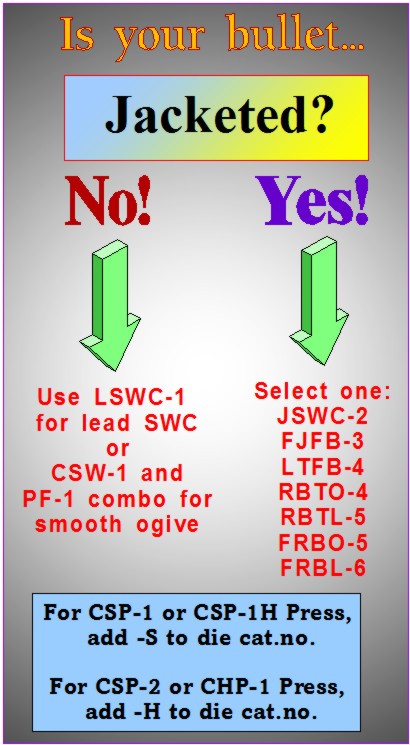
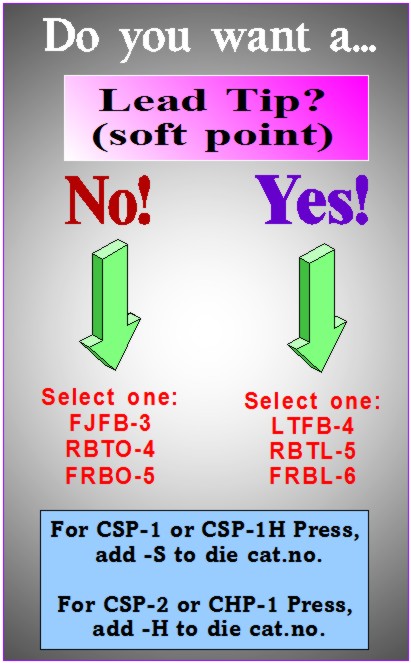
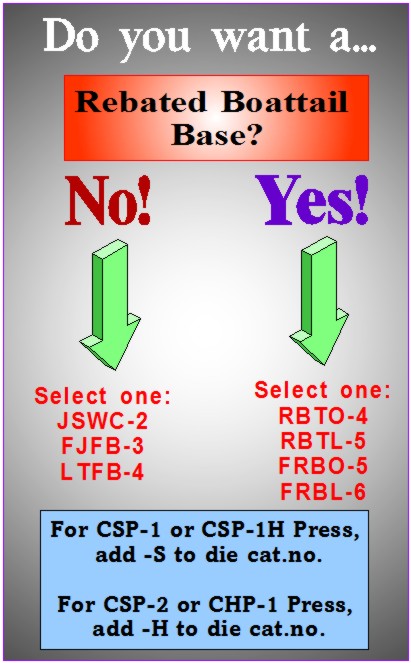
A. Depending on the kind of bullet, you might need just one die, or you might want up to a six-die set. The greatest number of calibers and styles can be made using either the CSP-1 S-press, the CSP-2 Mega Mite press, or the CHP-1 Hydro Press. To see which dies you would want for the kind of bullets you wish to make, click Swaging Steps.
-
Q. Can I use my reloading press for swaging?
A. Yes, Corbin makes the Pro-Swage dies and other type -R dies for the reloading press. Some weights, shapes, and calibers or styles are not available for a reloading press. Most paper-patched or pistol bullets with SWC shoulder (and almost any nose shape) can be made with the Pro-Swage dies in your sturdy slotted ram 7/8-14 threaded reloader (like an RCBS Rochchucker or Pacific MultiPower). Any die with a catalog number ending with "-R" is for a Reloading press.
To find out which bullets are suitable for reloading presses, read the Corbin Handbook of Swaging. It will explain in detail what kind of bullets can be made without using an actual bullet swaging press (which is far more precise, fast and powerful than any reloading regardless of size, since a reloader needs 4 inch travel and a swage press can cut that in half to 2 inches, doubling the power automatically with the same lever system). There are four other main features of swaging presses that make them better choices than reloading presses, plus the fact that most swaging dies are designed to work in a swaging press ram, not a reloading press head, so gravity works with you instead of fighting you (as it would in the reloading press). See Reloading Press page for details.
-
Q. How many bullets can I swage per hour?
A. It depends on the bullet design and how many presses you want to set up. Click Production for info about speed.
-
Q. Does Corbin make any high volume production equipment?
A. Not swaging equipment. See production page for details.
-
Q. How much does it cost to make a bullet?
A. From zero cents to perhaps as much as fifty cents, in rough terms: depends entirely on the material needed to make it. You can make free .224 and .243 bullets using fired .22 cases and scrap le ad that you pick up from the range. You can make free 25 acp bullets from fired shotgun primer cups. Click here for jacket and lead wire calculations.
A typical benchrest quality bullet made with the best commercial jacket available would cost about nine cents. A bonded core, partitioned, rebated-boattail heavy-wall ultra-low drag .475 bullet might cost you as much as twenty cents in materials, if you bought them all in small quantity (copper tubing and lead wire, for instance). But to buy that same bullet, you'd pay over $1.50 from one of the custom bullet firms -- and chances are, you'd be making something they didn't even offer, at any price! If you make a lead bullet, it costs no more than a cast lead bullet. But it is usually 100 times more round and precise, 10 times more consistent in weight than the best cast bullets.
-
Q. Can I make as good a bullet as I can buy?
A. If you make only the same quality as mass produced bullets, you are doing something wrong! The swaging equipment Corbin provides is identical to that used by Olympic champions, International Shooting champions, defense and security forces world wide, the military R&D labs... in other words, this is the most precise way known to make good bullets. It is capable of vastly superior bullets to mass produced slugs, because every single one is hand made by you, and you can inspect and adjust every component that goes into the bullet, matching the length, weight and diameter precisely to get the best results from your particular gun.
You don't have to compromise because of market pressure or the lowest common denominator among buyers or even price of parts: if another penny put toward better material gives you what you want, there is no marketing department to tell you NO! You don't have to compete with any other company for market share: you just have to please yourself.
If you want to try a different shape or weight or nose style or construction, no one will stop you. And who knows? -maybe it works better than the common design sold to the average shooter on the mass market. Over 400 custom bullet businesses using Corbin equipment have found this to be true -- and are selling the results! That is what has kept Corbin at the forefront of high performance bullet design for the past 40 years.
-
Q. What do I need to make free 224 bullets using rimfire cases?
A. At minimum, you need to get the KIT-224R swaging kit. This contains everything you need except your reloading press. It works in any single station press that takes 7/8-14 dies and uses RCBS-type button shell holders
Prices for this and all other Corbin products are found at www.SwageDies.com. This is an on-line, secure shopping cart you can browse, or use to purchase products and supplies safely with your Visa or Mastercard. A summary price list can also be found at PRICES on this website. Or you can download a free catalog in PDF format from www.Swage.com, under the "documents" section.
Details about the use of the kit, instructions for swaging and for making jackets, details about the performance of the jackets and much more can be found at KIT-224. Follow the other links on that page for more details about the rimfire jacket maker and related tools.
-
Q. What is the difference between hollow point and open tip bullets?
A. Open tips are simply bullets with the lead core seated inside the jacket. The core is shorter than the jacket, so there is some open space inside the tip.
Hollow points, on the other hand, are made by using a seating punch that pokes a hole in the lead core. The core can be shorter than the jacket, so that the punch fits inside the jacket, to make an open tip hollow point (OT-HP). Or the core can be longer than the jacket, so the punch fits the core seat die bore instead. This makes a lead tip hollow point (LT-HP).
Obviously, you can't make an open tip lead tip bullet. That is a contradiction. It is one or the other. But you CAN make a hollow point lead tip, or a hollow point open tip. For illustrations and more detailed information, see TIP DESIGN
on the DESIGN.HTM page.
-
Q. Can I make a full metal jacket bullet?
A. The FMJ or Full Metal Jacket bullet is one in which the nose or tip is made in the closed end of the jacket, and the base is the open end. This is the standard military style. It can be made with a normal 3-die set (FJFB-3) with the addition of an external punch for the point forming die called the PUNCH-S PF EXT FMJ, or "base turning" punch.
Sometimes people say they want a full metal jacket bullet when they REALLY mean that they want an open tip style, where the jacket is open at the tip but covers the entire core, no exposed lead. Bullets with open tips are the standard or default style for most die sets. They do not require any other special tools or punches. The open tip core seat punch is the one normally provided with the core seating die. It fits the ID of a jacket, specified to go with the die set. The diameter of the core seating punch fits the ID of a jacket at the usual, conventional weight for the core in that caliber and jacket length. If you wish to make a lighter or much heavier bullet, you may need a slightly different diameter of core seating punch in order to fit the ID of the tapered-wall jacket at a different location.
A FMJ open base bullet can be made with just the core swage die (CSW-1) and the point form die (PF-1), skipping the core seater. To do this, use the following steps:
- Swage the core to a weight (length) which just fits into the jacket you wish to use, leaving perhaps 1/8 inch to the open end.
- Use an open tip core seat punch which fits the jacket ID at this point, and push the jacket and core together into the PF die, with the closed end of the jacket going in first.
- Eject the bullet (which now has an open base and a point on the closed end).
- Turn the bullet 180-degrees and insert into the PF die again, open end first.
- Change the external punch from an open tip core seat punch to the base turning (FMJ) punch and gently push on the bullet nose. Push only far enough to start a slight curve on the open end of the jacket. Eject the bullet.
- Turn the bullet 180-degrees again, and insert it closed end first into the PF die. Press firmly with the FMJ punch, to put a fold line on the open base area.
- Change the FMJ punch to a standard flat base PF punch, and press the bullet base firmly to finish rolling it cleanly over the core.
- Eject and inspect. The base should be protected around the edge with a smoothly folder jacket, no wrinkles or creases.
If the FMJ base shows a fold or wrinkle around the base, it means that the core was not quite long enough for the jacket. If the FMJ base shows an extruded disk of lead smeared or mashed over the edges of the jacket, it means the core was too long for the jacket. The match between core and jacket length has to be rather close in order for the base to fold cleanly and neatly over the core.
The reason the base must be folded over the core, and not left open, is to prevent muzzle gas pressure from peeling the jacket away from the core at the moment of exit from the barrel. Just as the open base transits the gap between being supported in the barrel and free flight, gas pressure at the muzzle is inside the open base unless the base is rolled over. This could cause the jacket to tear away from the core, splitting and expanding, which of course ruins the accuracy. If the base is rolled over, the gas pressure pushes firmly on the base and the rolled portion of the jacket, keeping it firmly against the core.
-
Q. Can I make gas checks?
A. Yes, you can use the GCM-1 die set to turn copper strip into excellent gas checks in the Corbin swaging presses (not in reloading presses). You can also make the far more effective Base GuardTM disks with a single die called the BGK-1, saving money both in material and tooling, and getting about twice as much bore cleaning action and base protection as you do with a gas check! Gas check information can be found at GCM-1 and Base Guard info at BGK-1. Please note that gas checks are made in two steps, a disc cutter and a cupping die, which only work in Corbin presses (due to the stroke length, ram travel, and "daylight" space needed for the pressure pad and spring in the cupping operation). Reloading presses are not suitable for gas check making, BUT they can be used to make the Base Guard disks.
-
Q. Can I make my own rifle and pistol jackets?
A. Yes, you can make rifle or pistol jackets from flat copper strip available from Corbin, or from mil-spec close tolerance copper tubing also available from Corbin. Reloading presses are not suitable for this work, but almost any caliber, length and wall thickness of jacket can be drawn using the Hydro-Press, most calibers up to about 50 BMG can be made with the Mega Mite CSP-2 press with some limitations, and most pistol calibers and small to medium rifle caliber jackets with .015 to .018 wall thickness and a length not over about 1 inch can be made with the CSP-1 press (using strip). Limitations to length, wall thickness, strip thickness, and diameter for a given press and material type apply, so that jacket making generally requires some engineering and design in order to achieve the most efficient use of material versus equipment cost for a specific range of jacket sizes and parameters. See Jackets page for more info.
-
Q. Can Corbin equipment swage hard lead bullets?
A. Yes, even solid copper -- using the right technique, press and dies, in appropriate shapes. Hard lead is best swaged with our type -HC custom dies in the Mega-Mite hand press, or the Hydro-press. But in general, the reasons for using hard alloys of lead are to prevent leading the bore, and to increase penetration: both of these goals can be accomplished better, with swaging, using other techniques. Even pure soft lead can be fired at the highest velocities, and penetrate extremely well, with the proper jacket, coatings, techniques such as the Base Guard(tm) disk, penetrator inserts, multi-jacket bullets...there is no need to use hard lead, with swaging. But, if you must, it can usually be done with the right swaging dies.
-
Q. What are the caliber limits?
A. There are none, provided you select the appropriate family of dies (and the press into which they fit). We make four families of dies:
- -R dies fit into an ordinary slotted ram reloading press, but because reloading presses are rather weak compared to a Corbin steel alloy roller-bearing swage press with hardened and ground ram, and because of the lack of precision alignment, ram bearing guides, automatic ejection, floating punch alignment, and high powered short stroke (all of which are present in Corbin presses), there are limits to what you can do with a reloading press. Soft lead can be used with jackets allowed from .357 down in diameter, up to 58 caliber with soft lead (paper patch type bullet, base guard style, or hollow base bullet), length of bullet generally not exceeding 1 inch...available shapes and styles are limited. More 224 rimfire jacket maker kits, to build free .224 bullets using fired .22 cases, have been sold in -R type than any other kind of swaging equipment in the past 100 years.
- -S dies are the most popular swaging dies in the world today. These ram-mounted dies fit the CSP-1 (S-press) and the Hydro-Mite (CSP-1H) bench-mounted hydraulic power press. They have a 5/8-24 threaded shank and a 1-inch main body (or, in sub-calibers, a 3/4-inch body), which provides a tough shoulder to take up the stress rather than applying it to the threads, unlike dies threaded at full diameter without a shoulder. They can handle up to Bhn-10 lead hardness depending on the shape and style up to about 35 caliber, and soft lead up to .458 caliber. The length of bullet can be as much as 1.3 inches (slightly longer with the use of the Quick-Change punch holder). Type -S dies are made from .12 to .458 caliber, and can also be made in custom shapes and sizes.
- -M dies (discontinued as stock items, but made to order) handle any caliber from .14 to .458 with soft lead cores, length up to 1.2 inches OAL. These 3/4-inch diameter dies fit older Corbin presses, such as the discontinued Silver Press and early models of the Mity Mite press. They also fit the current S-press. The -M type is made on order rather than being a stocked item, since there is no reason to use it unless you happen to have one of the older, horizontal cast frame swaging presses that require the smaller die diameter. The type -S is the same price, and is capable of handling longer bullets.
- -H dies fit the big Mega Mite hand press, or the Corbin Hydro Press, workhorse of the custom bullet industry world-wide. Type -H dies can make virtually any caliber up to one inch cannon, including 50 BMG, 20mm, and of course, all smaller sizes. You can get the CSP-2 hand press now, and use the same tough -H dies in the power presses, later. The -H dies use 1-inch by 12 tpi shank to screw into the ram, leaving a full 1/2 inch of shoulder to support the downward thrust against the top of the hardened ram, instead of letting the threads to adsorb this force. You can easily make 12 gauge or even 10 gauge shotgun slugs with -H dies, even in the Corbin CSP-2 hand press. Long bullets such as the 50 BMG are easier to make if you add the FPH-QC-H quick change punch holder, to slip the top punch in and out sideways, rather than moving the punch holder up and down to load extra long components.
-
Q. Where do I get materials like lead and jackets?
A. You can get everything you need from Corbin, and there are hundreds of suppliers for raw material such as lead and copper. Lead for the cores can be cast from scrap material, extruded into wire using our extruder dies in the hydraulic presses, or purchased in spools and simply cut to length with a core cutter. Corbin makes both core moulds and core cutters. The moulds use scrap or ingots, the cutters use extruded lead wire. You can make the wire, or buy it. Corbin has all the equipment to handle the production at whatever level you wish.
Corbin jackets can be purchased in bags of 250 or 500, ready made, in some cases. Some more exotic or unusual calibers you need to make yourself. We furnish kits to make jackets from fired 22 cases, shotgun primers, copper tubing, copper strip, and even solid copper rod. You can also use our Base Guard disks to eliminate the need for both hard lead and lubricant or jackets in many instances (up to 1400 fps).
Corbin publishes the World Directory of Custom Bullet Makers, which also lists 200 sources of lead and 200 sources of copper jacket material, including tubing and strip. The book, Cat.No. WD-1, directly from Corbin.
-
Q. What dies do I need to make a bullet?
A. The answer to this really depends on the shape, style, and construction of the bullet. But in general, you put material into a die (the die is a cylinder that holds the pressure) and apply pressure through an external and, in most dies, an internal, punch. The punch is a rod shaped and fitted to the die cavity. (Please don't say "die", "rod", "stem", or "ram" when you mean "punch"...it is confusing, and you may not get what you actually wanted! There are not that many terms to learn...the die, internal punch, and external punch are the three necessary components in a single "die" package or set. Sets can be one die complete with punches, or a number of dies that work together to make a certain bullet.)
The pressure is always applied to the "core" or filler material, which expands to fill up the inside of the cup or jacket (the skin of the bullet). The jacket is supported by the die walls and, in some operations, the internal punch end. Otherwise it would be ruptured by the high pressure. Instead, it is forced to expand outward until it takes on the exact shape and size of the die cavity and punch end.
Usually, a jacketed bullet is made in a 3-step operation. There are three dies, the core swage (which makes the rough cast or cut piece of lead wire into a precise diameter, length, and weight), the core seater (which applies pressure to the core and expands the jacket to correct diameter), and the point former (which puts the ogive or nose curve on the bullet). These three basic operations are expanded by using two special shapes of core seater die for making rebated boattails, instead of the usual flat base die, or by adding a lead tip shaping die to produce small lead tips on a rifle bullet after the ogive is formed. The various "die sets" which consist of from 1 to 6 dies are just combinations, and variations of the basic 3-die set.
A lead bullet with a shoulder between the nose and shank (semi-wadcutter shoulder) can be made in a single die that combines the bleed holes of the core swage with the diameter of the core seater, and also finishes the nose and base against the ends of the internal and external punches. The reason this simple process with one die always produces a bullet with a shoulder is that the punch edge has to be at least .015 inches thick to survive the high pressure, and this punch edge is what forms a shoulder. The punch that forms the nose has a cavity machined into its tip, a mirror image of the nose you want to make. It can be round, Keith, flat, or any other shape so long as lead can go in, and come out again! In other words, you would have no luck with a shape that was larger inside the cavity than at the mouth...the lead would go in, but it wouldn't be able to come out again.
This is OK, because very few designs could be used that had a bulb-shaped nose on the bullet in any case!
If you want to make a smooth curve on the bullet, then it takes a minimum of two dies: the core seater, or for lead bullets a Lead Semi-Wadcutter die, and the point former. The point forming die forms the nose against the curved die wall itself, and only uses the internal punch to push the bullet out by its very tip (from .061 to .120 inch diameter ejection pin size on the internal PF punch). The reason for the lead tip forming die which is sometimes used for making smaller lead tips on jacketed rifle bullets is that the ejection pin punch leaves a small flat where it pushes the bullet out. If this is objectionable in a given design (usually only in the more pointed spitzer ogives), then the lead tip forming die can "clean up" the end of the bullet and give you a sharp tip or a small radius instead of the small flat.
For step-by-step instructions, download the appropriate instruction sheet from our document server for the die set you plan to use. The most basic die is the LSWC-1 (-M, -S, or -H is attached to the end of the catalog number to indicate the diameter, threads, and punch size. Dies with -R suffix can be used in a reloading press). The die set most people need for either rifle or pistol calibers is the FJFB-3-, which consists of a core swage, core seater, and point form die (please don't confuse the lead tip die with the point form die...the LT-1 lead tip die can only be used to reshape the tips of already-formed bullets, whereas the PF-1 point form die actually puts the ogive curve on the bullet).
Your best understanding of bullet swaging will come from reading the Corbin Handbook of Bullet Swaging, or from following the logical sequence of pages presented in the "HOW TO..." box on the home page of this website.

-
Q. How do you put a jacket on a bullet?
A. You don't. You expand a jacket by putting an undersized lead core into it, and then compressing the lead with a punch, so it flows like a thick liquid. The lead transfers high pressure to the jacket from the inside, and pushes the jacket into precise conformity with the inside surface of a diamond-lapped die cavity. You actually MAKE the bullet at that instant, you don't make a bullet out of lead and slip a jacket over it! That is why the lead wire is always so much smaller than the caliber (except for lead bullets). It has to fit inside the jacket, so it must be at least twice the jacket wall thickness smaller than the jacket diameter, which itself is always a few thousands smaller than the caliber you will create. The die itself determines the bullet diameter.
The pressure of pushing the lead core outward to fill and expand the jacket, like a balloon skin, is what makes swaged jacketed bullets so precise: the core cannot slip and turn inside the jacket because of the tremendous gripping pressure of the jacket as it trys to spring slightly back to original diameter.
When you draw down an existing bullet to smaller size, you can only reduce it about .005 inches before the spring-back defeats you by attempting to go the other direction (larger) when pressure is released. This releases the grip on the core and lets the core fail to spin with the jacket when rifling is engaged, resulting in poor stabilization and poor accuracy. Swaging, which works by expanding the diameter, tightens the grip of core and jacket. Drawing down makes the jacket loose if it exceeds the elasticity of the jacket (.005-inches is a good approximation for most jackets).
-
Q. Will Corbin make dies for other brands of presses?
A. We make dies for reloading presses, provided the press is of the RCBS style with 7/8-14 tpi head and the famous RCBS slotted ram (our -R punches slip into the slot just like a shell holder).
As to other kinds of swaging presses, certainly, if you send us the press, or sample dies, or even good drawings, we can probably build custom swaging dies to fit it. However, it is often wiser to spend the extra money on one of the Corbin presses, so that all your future dies can be standard rather than custom built. The parts will most likely be "in stock" or at least easily reproduced from our standard drawings, if you lose or break something. It makes sense to invest in tooling that has a future, rather than something which will always require more custom work, or a press from a one-person hobby source who only makes a few now and then, and changes the design frequently.
A one-person shop usually is out of business as soon as the health or interests of the one person change. It would seem wiser to rely on a source with a long history of support, and a business structure that allows it to continue without regard to any one person's whims.
Custom work can be expensive, because it means removing a skilled die-maker from regular production, and dedicating their time to a one-of-a-kind project that has little or no chance of producing other off-setting income. The overhead of keeping a well-supplied support system, with machinery, parts, buildings and people available to take care of your future swaging needs means that custom work will cost considerably more than production work. It doesn't take long to spend as much trying to use an obsolete or unusual press as it would to just buy a standard Corbin press and the regular dies that fit it. Regular production work also has the benefit of constantly refining and developing our processes to become ever more efficient. We can make several of our own dies in the time it takes to develop the prints, set aside the materials, and plan the production of a single custom set.
-
Q. Why do Corbin swage dies cost far less than other dies of benchrest quality?
A. The main reason Corbin dies cost from 1/10 to 1/5 that of other high quality benchrest grade dies is the fact that Corbin builds more dies in a month than the combined output of every die-maker in the world for a year! We have developed the "semi-custom" production method, where we group dies into four basic categories depending on the press, build a limited number of presses that work best with each bullet classification, and then make thousands of blank parts (punch blanks, die blanks, retainer bushings, and so forth) that can be built in the efficient mass production way, but then stored and finished by hand as the orders are completed.
Our die-makers have so much experience compared to the one-man, hobby-business that is typical of the benchrest trade, that any of them can build a .12 caliber or a 25mm bullet swage system, and anything in between. They have learned tricks and developed trade secrets that apply from one special bullet to the others, things that a person who only made one or two calibers would never come across and never learn to use. Most benchrest-only shops only make a couple of calibers, so they don't get the exposure to new ideas that a die-shop building thousands of calibers and styles would. Some of these new ideas make the standard calibers better, and some just make it possible to build them faster and easier without any loss of quality. The net result is, Corbin's die-works has devoted decades to getting it right, making the process more and more efficient, and keeping the costs far below what a solitary die-maker would spend working alone to make the same thing, in far less quantity.
-
Q. Are Corbin dies made out of "carbide"?
A. Corbin swage dies are made from a proprietary high-carbide content die steel, which provides about 1/3 the wear life of GE Carboloy (a common solid ferrous carbide material) for about 1/10 the cost. A swage die made of the typical forms of solid carbide would, under conditions of high temperature caused by rapid automatic stroking, perhaps make 3 million bullets before it wore beyond normal acceptable tolerances, whereas our dies would make perhaps 1 million bullets before reaching the same point of wear.
However, since our dies cost about 1/10 as much as the typical solid carbide die, you could buy ten of ours for the same price as one of those. And, to have the same wear life, you would only need three. Therefore, you would come out FAR ahead to make your three million bullets in three sets of our dies, instead of one solid carbide die! Also, you would have three points in that production period when the tolerances were at zero or starting point, instead of spending years making bullets that were half-way to "worn out" tolerances.
But let's get real: most people will never make one million bullets, much less three million, in their lifetime. So why pay for it? Why not get tooling that is just as precise, makes just as accurate a bullet, but is far better priced and suited to your actual needs? And if you DO make more than a million bullets and wear a die slightly larger, you are STILL money ahead to get a second set for the next million, and a third set for the third million. Think it is likely?
Consider:
- Most people will not put more than 10 hours a week into making bullets.
- A typical jacketed flat base bullet uses three strokes of the press, at 10 seconds each.
- At 30 seconds per bullet, you could make 2 bullets a minute.
- At 2 bullets a minute, you could make 120 bullets an hour.
- At 120 bullets an hour, you could make 1,200 bullets in a 10-hour week.
- At 1,200 bullets a week, it would take you 833.3 weeks to make 1 million bullets.
- If you work 50 weeks a year, it would take you 16.7 years to make 1 million bullets.
- In 50 years, you would go through 3 sets of Corbin dies and 1 set of "carbide" dies at that rate. If the Corbin dies cost $400 and the "carbide" dies cost $4000, your cost per bullet would be .004 (four tenths of a cent) for the carbide set, and only .0012 (a little over 1 tenth of a cent) for the Corbin dies, and you would have 1/3 of the investment tied up from day one, versus all of it for the "carbide" dies. There is no advantage in quality, except that you have three "reset to zero" points on your tolerances by using 3 new sets of dies, versus only one with the "carbide" dies.
Building diamond lapped high-carbide content steel dies rather than solid carbide dies is a conscious decision we made, based on the value and application. Nearly all our dies are used in hand or hydraulic presses, which stroke less than four or five times per minute. All the heat built up by friction is radiated away into the press frame, and into the air, by the time the next stroke is made. The main purpose of solid carbide dies is to resist softening of the die from high temperature, which would happen in a punch press application at 40 strokes per minute. For a high speed punch press, we would build the dies from solid carbide to resist heat softening, which then would accelerate the wear. For hand and hydraulic power presses, it seems a great waste of your money to try to convince you to spend $1500 to $2000 on a solid carbide die, when we can make just as precise, just as good a die using a steel matrix around free carbide particles, for less than $250, often substantially less. And you need a set of at least three dies to make jacketed bullets.
The term "carbide" is often misunderstood, and so it is possible for it to be used much as the term "chlorophyl" was used in the 1950-60 marketing period: a vaguely understood reference to something that magically made everything from toothpaste to underwear "better" than if it didn't contain this mysterious green substance from plants. Of course, a marketer's dream is a term that everyone assumes means "better" without knowing why or how. That is the status of the term carbide among many handloaders today.
In any tool steel, it is primarily the free carbide that gives the steel its hardness. Iron and carbon combine at high temperature to make a ferrous carbide, but separate again if the metal is cooled too slowly. Hardening steel is done by quickly lowering its temperature to "freeze" the crystals of carbide in the matrix of iron, so you have both the hardness and wear resistance of the carbide AND the flexibility and breakage resistance of the iron. A solid carbide die is more brittle than one which still has some iron matrix around the carbides. The hardness is a matter of how much iron is converted to ferrous carbide, as well as the action of certain alloying agents in the steel.
Therefore, all steels have some carbide in them, because that is primarily what provides their hardness. Removing more and more of the iron by combining it with carbon eventually would turn the material into solid carbide, which is quite hard, but quite brittle. If a person wishes to have their dies last a long time, there are two factors to consider. One is the wear resistance, and the other is the ability to handle excess stress. A properly heat treated die steel will be able to expand and return to original size without cracking, over a much further range of stresses than a solid carbide die. In a single-purpose industrial application, where the machinery is calibrated to provide just the right force, and long experience has taught the die-makers the proper clearances for a particular job, it is not only acceptable but highly desirable to use very hard dies which may not take much abuse, but will wear a long time under the right conditions.
In a home swaging operation, where you can apply any amount of force at any time, at your whim, and nothing will stop you from it except the eventual breakage of the die, it seems very risky to build a die so hard that it would wear several lifetimes of the average handloader's use, but might break instantly with a slight misapplication of pressure. Our judgement call is to make dies that would last far longer than the average home or small business user would ever need (most custom or home bullet makers seldom exceed 500,000 bullets in a lifetime), while still giving them the widest possible margin for error in applying pressure.
This approach lets us build dies quickly by machining, hardening, and then diamond lapping the final tolerances, rather than the long and expensive process of electro-chemical machining which is required when one begins with a very hard material rather than one which can be made very hard later. Our typical swage die's Rc hardness is in the 60-62 range, which is well within the range of many grades of carbide (there is not just one thing called "carbide" but a whole range of alloys and grades, most of which are as different from each other as the various alloys of die and tool steel). As a result, you get just as good, if not better, dies which will, for all practical purposes, last as long as you will ever need, for a tiny fraction of the cost of solid carbide. There is no difference in the quality of bullet you can build. The only advantage of carbide would be for use in high speed punch presses, where the material would retain its hardness at higher temperature.
As with most technical issues, it takes far longer to explain the facts, than it does to whip out a marketing phrase that sounds feasible. Carbide is better...why? Just because "everyone" says so? Why do they think so...because advertising told them to? This is why thinking people tend to get the better deals, because they take the time to understand the facts behind the rhetoric, and then decide for themselves. Those who just react without thinking may find that they have paid far beyond what was really necessary, and gotten no more benefit for it.
-
Q. Why is swaging more accurate than casting?
A. Split moulds open up and expose their 450+ degree interior surface to room temperature air on every cast, which has to distort and warp the hole slightly. They clang shut and cause slight misalignment as there needs to be some tolerance in the pivots, and wear takes place from the first time you use the mould. The split design of a mould insures that you will always have some degree of wear, misalignment, and out-of-roundness as a result of both temperature variation and mechanical mis-alignment.
-
THE SWAGE DIE IS A DIAMOND-LAPPED CAVITY IN A SOLID CYLINDER: IT HAS NO "HALVES" TO MISALIGN. SWAGED BULLETS ARE INHERENTLY MORE ROUND.
The mould temperature must vary from molten lead to solid lead on every cast (or you'd pour out the bullet in liquid form!), which means the size of the mould cavity constantly changes with temperature.
-
THE SWAGE DIE RUNS AT ROOM TEMPERATURE, NO HEAT APPLIED: IT STAYS AT A CONSTANT DIAMETER. SWAGED BULLET ARE INHERENTLY CLOSER TO EACH OTHER IN DIAMETER.
The cast bullet is compressed only by its own weight (one atmosphere of pressure), which can leave voids and pits and air pockets inside.
-
THE SWAGED BULLET IS FORMED BY COLD-FLOWING LEAD WITH 2,000 OR MORE ATMOSPHERES OF PRESSURE. AIR POCKETS AND VOIDS ARE ELIMINATED. THE SWAGED BULLET IS INHERENTLY BETTER BALANCED.
The cast bullet can vary from one to another due to slight differences in alloy because the lead, tin, and antimony can separate slightly as you continue to mix and cast, resulting in different weights, diameters and densities of bullets from one to the next.
-
WITH SWAGING, ONE BULLET IS PRECISELY LIKE THE NEXT. THERE IS NO CHANGE IN ALLOY SINCE ALLOYS ARE NOT REQUIRED TO MAKE NON-FOULING SWAGED BULLETS USING JACKETS, BASE-GUARDS, or GAS CHECKS. ALLOYS CAN BE USED BUT THEY ARE FORMED COLD SO THEY CANNOT SEPARATE. SWAGED BULLETS ARE INHERENTLY MORE CONSISTENT IN WEIGHT AND HARDNESS.
These are just a few reasons. There is a book full of other reasons: The Corbin Handbook of Bullet Swaging will explain in detail precisely why swaging produces better bullets than casting. Virtually every factory bullet is swaged. Virtually every benchrest winner uses swaged bullets. (There can always be an exception: try to find it! Then try to repeat it yourself! With swaging, you can make the same bullet anyone else can make, or you can make better ones!)
|


{kind=link}
{kind=link}