|
Heel-type Lead Bullets
|
|
Heel-type bullets have a reduced base portion that fits inside the cartridge case. The most common example of this is the 22 rimfire. Early blackpowder cartridges used the heel-type bullet, also, so that the bullet diameter was the same as the case diameter, and fit the barrel with the full section of the bullet that was "outside" of the cartridge.
|

|
There are three ways to make a heel type bullet.
-
First, you can push a normal lead bullet backward into a dual diameter sizing die ((DDS-1-S or DDS-1-H), using a nose punch which matches the nose shape. This works if the nose has a slight shoulder or SWC shape.
-
Second, you can use a thin wall, hollow punch with a cavity that is shaped like the heel, as an internal punch within a LSWC-1 die or PRO-1-R Pro-Swage die (for reloading press) so that the base is formed inside this punch cavity while you form a SWC style nose on the other end.
-
Third, use a heel-type hollow point to push the bullet into a point forming die nose first. The nose does not have to have the SWC shoulder, in that case, but the base punch is somewhat fragile and may require special self-ejecting design in order to get the heel out of the cavity. This one is a little problematic and depends on the heel to shank diameter difference to see if there will be sufficient strength in the thin metal punch walls for it to work.
The most effective method is to use a dual diameter die, requiring the small step or shoulder between full diameter shank and ogive.
|

|
The difference in diameter between the heel and the shank of the bullet is normally the same as the case thickness, which can be .012 to .020 inches. The greater this difference, the easier it is to use a hollow faced punch (since the thickness of the steel walls on the cylinder need to be reasonably strong). Tiny differences are best handled with the dual diameter die, rather than a punch. Generally it is best to pre-form the exact core weight and shape in a core swage die, and then form the bullet in a second die, because this eliminates the need to try to develop extrusion pressure at the same time that the heel is being formed. The pressure needed to form the heel properly may be higher than required to extrude lead through the die bleed holes, resulting in partly formed bases. Using a separate core swage solves this problem.
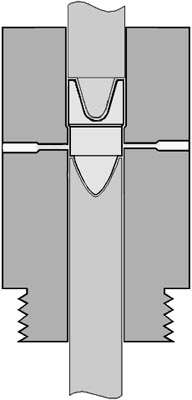
The bullet base itself, beyond the "heel" or undersized portion, can be flat, hollow, cupped, or conical as shown here. These changes are simple to make and are created by the geometry of the heel base punch in reverse. A conical cavity in the punch creates the pyramid shaped base shown. A hollow base design allows the base to expand from gas pressure, and assists in allowing a slightly over-sized heel to fit easily into the cartridge. However, hollow bases can be problematic in regard to crushing, unless at least .030 or more inches of wall is left. Conical and boattail shaped bases may tend to reduce drag and can be most effective on sub-sonic rounds.
|

|
Here are the tools for heel base bullets:
- PRO-1-R with heel base internal punch, swc nose punch (for your reloading press)
or
- LSWC-1-S lead semi-wadcutter die for S-press, with heel base internal punch and swc nose punch.
or
- LSWC-1-H lead semi-wadcutter die for H-press, with heel base internal punch and swc nose punch.
or
- DDS-2-S (or -H) dual diameter lead bullet swage die with external punch for swc nose and bleed holes to adjust weight.
or
- CSW-1-S core swage die, and CS-1-S core seat die with heel base internal, swc nose punch (more precise than one die)
or
- CSW-1-H core swage die, and CS-1-H core seat die with heel base internal, swc nose punch (more precise than one die)
or
- PF-1-S (or -H) and PUNCH-HC or PUNCH-SC custom heel base external punch, could work in some cases to make a bullet without a swc shoulder. Does not work with all heel bases, depending on diameter difference between heel and shank.
See prices, place orders on SwageDies.com web store.
|
|
Our fax number is 541-826-8669.
E-mail is sales@corbins.com.
Our voice phone is 541-826-5211, and is answered by real people from 9-AM
to 5-PM, Monday through Thursday, and by a computer with hundreds of answers
and voice information files any other time. Our mailing and visiting address is on the home page (see table below)...
|




{kind=link}