| Home | Presses | Intro | Site Map | P.R. | Chemicals | Answers |

|
| Prices | Specials | How To | Bullets | B.Makers | Books | Classified | |
| Topics | Jackets | Terms | Training | Software | Products | Contact us |
| Home | Presses | Intro | Site Map | P.R. | Chemicals | Answers |
|
| Prices | Specials | How To | Bullets | B.Makers | Books | Classified | |
| Topics | Jackets | Terms | Training | Software | Products | Contact us |

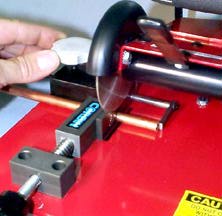
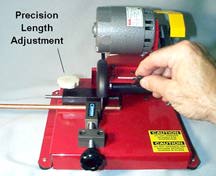
Tubing Cutter Saw, Model 1

Corbin Manufacturing produces a power saw for cutting non-ferrous tubing to precise length for the manufacture of bullet jackets. The saw operates on 115 volts, with a 10,000 rpm 1/5-HP motor. A geared belt runs a precision ball bearing spindle, which turns a special 3-inch diameter, .032-thick ceramic coated metal cutting blade.
The Corbin Tubing Saw solves these problems with a quick-to-operate, small size power tool. Delivery is currently 14-18 days. Order Catalog Number SAW-1. To cut unlimited lengths of tubing, order the SAW-2 instead (special design allows both short and infinite length cuts). Accessories and supplies include:
Note: The SAW-1 and SAW-2 are both made for cutting non-ferrous metals such as copper, brass, and aluminum. They will not cut stainless steel tubing! Attempts to do so will ruin the blade. An abrasive cut-off wheel and mounting plates can be provided for ferrous metals, but the advantage of the nearly burr-free cut is not provided with it! Abrasive wheels generate both heat and some degree of burr at the cut. The speed of the saw is designed for the fine tooth 3-inch blades, rather than abrasive wheels (they will work, but not at peak efficiency). The spindle speed can be changed by changing the size of the pulleys and the length of belts, in order to adjust for optimum cutting speed. |
|
Operating Notes: The best cutting is done by allowing the saw to remove chips and clear its own path, with very light assistance on the handle. If the operator presses hard on the saw handle, attempting to make the cuts faster than the chips can be cleared from the teeth, the saw will bind, and probably break the drive belt. If the belt breaks frequently, or the shaft and pulley hubs are damaged from twisting or slipping, it means the operator(s) are forcing the cut. Train them to go just a little slower and allow the saw to make the cut at its own rate, and these problems will disappear. Tinkering Issues: If the operator decides to take the SAW-2 apart to change the blade or to "adjust" it in some way, and shortly thereafter the belts begin to wear excessively, look on the side of the largest pulley and see if it is virtually "plated" with a coating of rubber. The sides of all the pulleys should be clean and bright. Rubber coating on the side of the pulley means that the saw has been "tinkered" with, and the alignment of the shafts and belts is no longer correct. Alignment of the three main component levels of the saw (motor carrier and pulley, intermediate shaft and plate, and saw arbor shaft and plate) is critical and often appears to be slightly "off" visually, when you look at the front of the machine. There can be a slight "cant" to one of the plates, which is done on purpose to make sure that the belts will "track" properly and not be forced to one side when running under torque. There is a torque component that tends to drive the belts to one side, and it is countered by a very slight angle between the three spindles. This is not something that needs to be "fixed", which is often the reason someone will tinker with the saw, take it apart and bend components or tighten them in such as way that the saw appears to be "straight" again. Then the belts begin to wear out quickly. It may be best to send the saw back to the factory for proper alignment. The turn-around is usually quite fast. Removing the belts and replacing them only requires loosening the screws that hold the saw spindle assembly to its mounting plate, and "walking" the belts off, and back on, by guiding them while turning the pulley by hand. The screws which secure the spindle assembly to the plate will not cause alignment problems if they are loosened or removed to drop the saw spindle down for belt clearance (or to replace the saw). The plastic guard around the saw can also be removed, but must be replaced before operating the saw! |
|
Order from:
|
| Home Page | Price List | E-Mail Sales | Site Map | New Products | Auto Q&A | Terminology |
| Retirement | Specials | Real Estate | Software | How to swage | Classified Ads | Feedback |

 No license or special permit is required to manufacture bullet jackets from tubing, nor to make bullets from the material. (Selling the bullets to the public requires a Class 6 FFL.) The alternative methods of cutting tubing have these drawbacks:
No license or special permit is required to manufacture bullet jackets from tubing, nor to make bullets from the material. (Selling the bullets to the public requires a Class 6 FFL.) The alternative methods of cutting tubing have these drawbacks: