|
The PCM-2 power cannelure machine, introduced in 2003, replaces the earlier PCM-1, and is available in both 120 and 240 volt 50/60 Hz versions for domestic and export purposes. The machine is approximately 20.5 pounds of high powered production capability, in a 6 X 7 footprint with 11 inch height. The machine is used throughout the firearms industry to put precisely adjustable depth and position cannelure grooves on finished jacketed bullets, grooves on cartridge cases, lube grooves or knurling on lead bullets, and even for such applications as knurling fishing rod ferrules or sealing copper tubes with a rolled crimp to hold a copper disk in place. It is part of the production line in major bullet factories, as well as being found on the R&D lab benches and in the shops of custom bullet makers.

Corbin Manufacturing and Supply, Inc., the world's largest supplier of bullet swaging technology, builds the PCM-2 for all calibers (up to 1-inch cannon). The machine is capable of continuous duty at up to 30 parts per minute. A reversing, center-off switch allows the bullet to be backed out during setup and adjustment. A high side-torque thrust system supports the hardened, keyed shaft, which is linked to the high torque gear train and motor assembly within a grey powder-coated steel cabinet.
The hardened cannelure wheels slide on and off a keyed shaft and are positioned vertically by a set of precision spacers which come with the machine. The spacers are .027 and .048 inches thick, for various combinations of heights. The offset of the standard cannelure ring on the wheel allows the wheel to be turned over and used for yet another height setting. The standard cannelure is a serrated groove of 0.050 inch width. Each machine comes with one specific diameter of cannelure wheel for the caliber of bullet you wish to use. Sample bullets with the specification for depth and position allow us to set up the machine for you before shipping, and test it with your own bullets to assure your satisfaction. However, the depth and position are adjustable, and a given caliber of wheel will work over a narrow range of diameters with good results. Additional wheels are available (PCM-W) for any caliber.

Ordering Guidelines:
-
Standard calibers and cannelure shapes from .224 to .458 only require the selection of the proper diameter wheel. Let us know the actual bullet diameter to be cannelured, and we will provide the right size wheel for it. No special backing plates are needed in this caliber range, for normal jacketed or lead bullets.
-
For calibers outside this range (larger or smaller diameter), for unusually long bullets, or for special cannelure shapes, widths, number of grooves greater than the standard single 0.050-inch serrated groove, diamond knurled surfaces, or other special requirements, please contact us for a quote. Non-standard wheels and special backing plates are made on a time and material (T&M) basis.
For abrasive materials or high production applications, a highly polished hardened backplate made of D2 steel can be provided as an optional, extra cost item.
 The machine is normally hand fed simply by pushing bullets or cartridges to the opening between the rotating wheel and a half-circle backing plage. A more positive feed for tall, unstable bullets or cartridges (which tend to tip over when sitting on their base and being moved about), is provided in the optional custom made PCM-F "carousel" feeder devices. These slip over the shaft and provide positive drive and support for the components without forcing them against the natural rotation produced by the cannelure engraving. The carousel feed guides are built individually to match the particular application, and samples are generally required for testing. (Clients normally provide their own collators and drop feeds for use in production line setups.)
The machine is normally hand fed simply by pushing bullets or cartridges to the opening between the rotating wheel and a half-circle backing plage. A more positive feed for tall, unstable bullets or cartridges (which tend to tip over when sitting on their base and being moved about), is provided in the optional custom made PCM-F "carousel" feeder devices. These slip over the shaft and provide positive drive and support for the components without forcing them against the natural rotation produced by the cannelure engraving. The carousel feed guides are built individually to match the particular application, and samples are generally required for testing. (Clients normally provide their own collators and drop feeds for use in production line setups.)
 Cartridge cases can be grooved with the PCM-2, using a special support carousel. The machine has been used to process loaded rounds which were having feeding problems with the bullet pushing back into the case, saving a production run of expensive ammo. Empty cases are normally cannelured to form an internal shoulder against which the bullet stops, to prevent it from pushing further into the case during feeding.
Cartridge cases can be grooved with the PCM-2, using a special support carousel. The machine has been used to process loaded rounds which were having feeding problems with the bullet pushing back into the case, saving a production run of expensive ammo. Empty cases are normally cannelured to form an internal shoulder against which the bullet stops, to prevent it from pushing further into the case during feeding.
|
The standard cannelure is .050-inches wide with serrations. Custom wheels without serrations and wheels with more than one groove are possible, but bear in mind these limitations:
- The driving friction to turn the component comes from the teeth on the cannelure wheel. If there are no teeth, then we must rely on friction of contact alone. This is not quite as reliable as having actual serrations on the wheel, although we can usually make it work.
- The total area of all the cannelure grooves compared to the area of support is what keeps the grooves from simply being "ironed out" by the supporting back plate. Thus, you should keep the width and number of grooves at a minimum that will do the job, so there is at least 300% more support area than there is grooved area.

- The depth times width times number of grooves is the amount of material that is displaced, which has to go somewhere. Most cannelure grooves work fine with .010 to .015 inch depth and .050 width, and with one to three grooves per inch of shank. But when you exceed this volume of material displaced, the bullet can be distorted (enlarged or elongated). You can sometimes get away with this by grooving the bullet while it is in an intermediate manufacturing step, prior to final diameter, or by forming an undersized bullet, grooving it, and then expanding it to final size to restore the proper diameter and roundness. Lubricant applied to the grooves keeps them from collapsing under the swaging force in the final step.
- A deep hollow base bullet, such as a Minie Ball, may present difficulties if you want to put deep grooves on the thin skirt section. The pressure required to emboss the cannelures into the surface may crush the thin lead skirt. Solutions usually involve moving the grooves higher on the shank, so that the skirt is not under pressure, using more shallow grooves, or swaging the bullet with a small pilot hollow base, forming the grooves, filling them with lubricant and then finishing the hollow base in the final die (since the lube will prevent the grooves from collapsing under the swaging pressure).
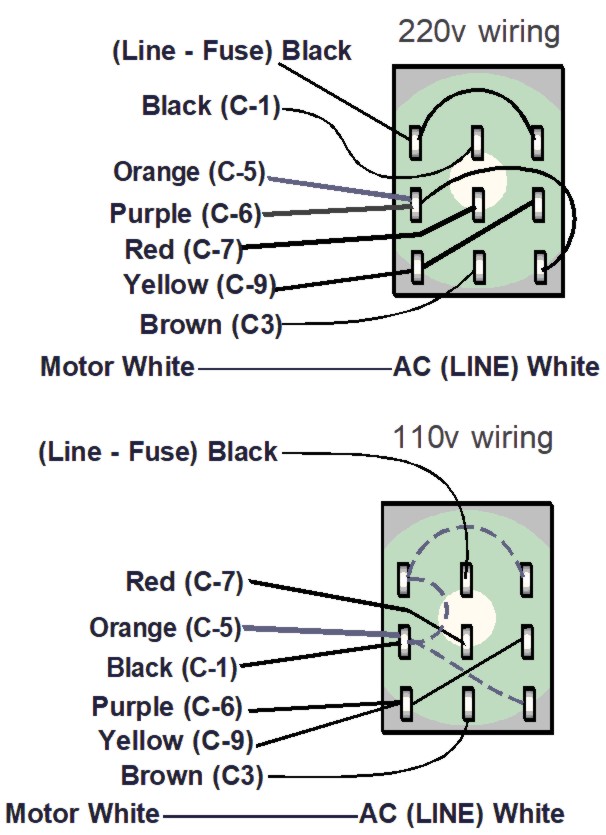
Unlike previous models which were only available in 115 volt 60hz, the new version is available in either 115-120 volt 60hz (for use in the USA and countries using the same power systems) or in 220-240 volt 50hz for export. (Please specify the voltage and frequency, unless you want the standard USA version.) The PCM-2 also features a center-off positive stop reversing switch, which prevents the direction of rotation from being accidently reversed by bumping the switch. Reverse rotation can be used during setup.
Select to see wiring for 110 or 220v versions.
|







{kind=link}
{kind=link}
{kind=link}
{kind=link}